1.Metal Mold Manufacturing�
Since wax patterns and shell molds are destroyed during the investment casting process, a new wax pattern is required for each casting. Therefore, molds for producing wax patterns are necessary.�When manufacturing molds, it is essential to consider and calculate the shrinkage rates, which are reflected in the wax patterns, shell molds, and during the casting process.
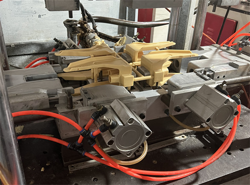
2.Wax Pattern Production
�The number of wax patterns is always equal to the number of castings to be produced, as each casting requires a new wax pattern.�Hot wax is injected into the metal mold and allowed to cool and solidify. For complex internal structures, ceramic cores are used to form functional internal features. The wax pattern is an exact replica of the part to be produced, and the production process is similar to die casting, except that liquid wax is used instead of molten metal.
3.Wax Pattern Assembly�
Several wax patterns are welded onto a wax sprue to form a wax pattern assembly, creating a gating system. This gating system includes gates, which serve as the entry points for molten steel into the casting system in the next step of shell mold production.
4.Shell Mold Manufacturing
�The wax pattern assembly is dipped into a silica slurry, repeated five to six times. Before each dip, different refractory materials are applied, and each layer is allowed to dry and harden. The dried layers form a ceramic shell around the gating system of the wax pattern. The ceramic shell is then heated to melt and remove the wax, creating a hollow cavity. This completes the production of the shell mold, and multiple such shell molds are used in investment casting.
5.Casting�
The shell mold is preheated to approximately 800-900°C. This heating process further strengthens the shell mold, removes any residual wax or impurities, and evaporates moisture from the shell mold.�Raw materials (scrap steel) are melted in a medium-frequency induction furnace, and alloying elements are added according to the specific material requirements for each heat. Once the molten steel reaches a temperature of 1530-1580°C, it is ready for casting. The molten steel is poured into the preheated shell mold through the pouring gate and flows through the gating system into each cavity of the assembly. The preheated shell mold facilitates the flow of molten metal through thin or elongated sections. After cooling and solidification, high-precision castings are obtained.
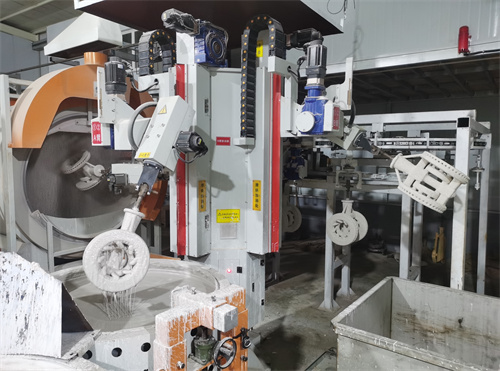
6.Sand Cleaning and Cutting�
After the shell mold and casting have fully solidified and cooled, vibration equipment is used to separate the shell mold from the casting. Following initial sand cleaning, shot blasting is performed to remove any adhered sand from the surface of the rough casting. Individual castings are then separated from the gating system using various cutting methods.
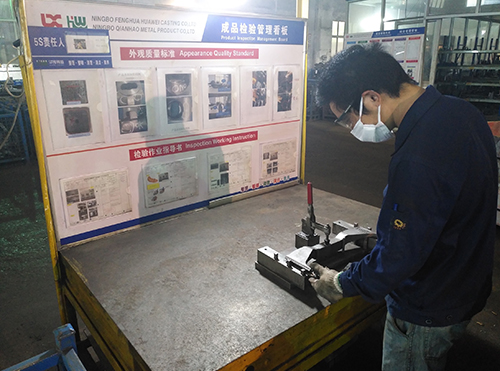
7.Gate Removal and Finishing�
The gate remnants on the rough casting are removed, primarily through grinding with a grinding wheel or by machining. This process is divided into initial grinding and finish grinding, with care taken to avoid damaging the casting itself. Subsequent finishing involves repairing potential surface defects on the casting, such as sand holes, slag inclusions, flash, burrs, blisters, and deformations. The main methods used for this purpose include grinding, welding, reshaping, and shot blasting.�After passing visual inspection, the castings are transferred to the heat treatment production line for various heat treatment processes.